การหล่อแรงดันต่ำ
การหล่อด้วยแรงดันต่ำคืออะไร
การหล่อด้วยแรงดันต่ำหมายความว่าโดยทั่วไปแล้ว แม่พิมพ์จะถูกวางไว้เหนือถ้วยใส่ตัวอย่างที่ปิดสนิท และอากาศอัดถูกป้อนเข้าไปในถ้วยใส่ตัวอย่างเพื่อทำให้ความดันต่ำ (0.06 ~ 0.15MPa) บนพื้นผิวของโลหะหลอมเหลว เพื่อให้โลหะหลอมเหลวขึ้นจาก ท่อไรเซอร์เพื่อเติมแม่พิมพ์และควบคุมวิธีการหล่อแบบแข็ง วิธีการหล่อนี้มีอัตราการป้อนที่ดีและโครงสร้างที่กะทัดรัด การหล่อที่ซับซ้อนขนาดใหญ่และผนังบางเป็นเรื่องง่ายโดยไม่ต้องใช้ตัวยก และอัตราการคืนตัวของโลหะสามารถเข้าถึงได้ถึง 95% ไม่มีมลพิษ ง่ายต่อการตระหนักถึงระบบอัตโนมัติ อย่างไรก็ตาม ต้นทุนอุปกรณ์สูงและประสิทธิภาพการผลิตต่ำ โดยทั่วไปใช้สำหรับการหล่อโลหะผสมที่ไม่ใช่เหล็ก
การหล่อด้วยแรงดันต่ำเป็นวิธีการหล่อที่โลหะผสมเหลวถูกกดเข้าไปในโพรงแม่พิมพ์จากด้านล่างขึ้นบนภายใต้แรงดัน และแข็งตัวภายใต้แรงดันเพื่อให้ได้การหล่อ ถ้วยใส่ตัวอย่างที่ปิดสนิทจะเติมด้วยอากาศอัดแห้งหรือก๊าซเฉื่อย ด้วยความช่วยเหลือของแรงกดที่กระทำบนพื้นผิวโลหะหลอมเหลว โลหะหลอมเหลวจะเติมแม่พิมพ์อย่างราบรื่นตามท่อไรเซอร์จากล่างขึ้นบนผ่านนักวิ่ง แรงดันในการเติมโดยทั่วไปคือ 20 ~ 60kPa เมื่อการหล่อแข็งตัวอย่างสมบูรณ์ แรงดันแก๊สบนผิวของเหลวจะถูกปล่อยออกมา เพื่อให้โลหะหลอมเหลวที่ไม่แข็งตัวในท่อไรเซอร์และรางน้ำไหลเข้าสู่เบ้าหลอมด้วยน้ำหนักของมันเอง จากนั้นแม่พิมพ์จะเปิดขึ้น นำออกมา.
กระบวนการผลิตของการหล่อด้วยแรงดันต่ำประกอบด้วยขั้นตอนพื้นฐานสี่ขั้นตอนดังต่อไปนี้:
- - การถลุงโลหะและการเตรียมแม่พิมพ์หรือแม่พิมพ์หล่อ
- - การเตรียมการก่อนเท: รวมถึงการปิดผนึกถ้วยใส่ตัวอย่าง (ฝาปิดการปิดผนึกที่เหมาะสม), การกำจัดตะกรันในท่อไรเซอร์, การวัดระดับของเหลว, การทดสอบการปิดผนึก, การจับคู่แม่พิมพ์, การขันแม่พิมพ์หรือแม่พิมพ์ให้แน่น ฯลฯ
- - การเท: รวมถึงการยกของเหลว, การบรรจุ, การเพิ่มแรงดัน, การทำให้แข็งตัว, การลดแรงดันและการทำความเย็นเป็นต้น
- - การขึ้นรูป: รวมถึงการหล่อแบบหลวมและการหล่อออก
การประยุกต์ใช้งานหล่อแรงดันต่ำ
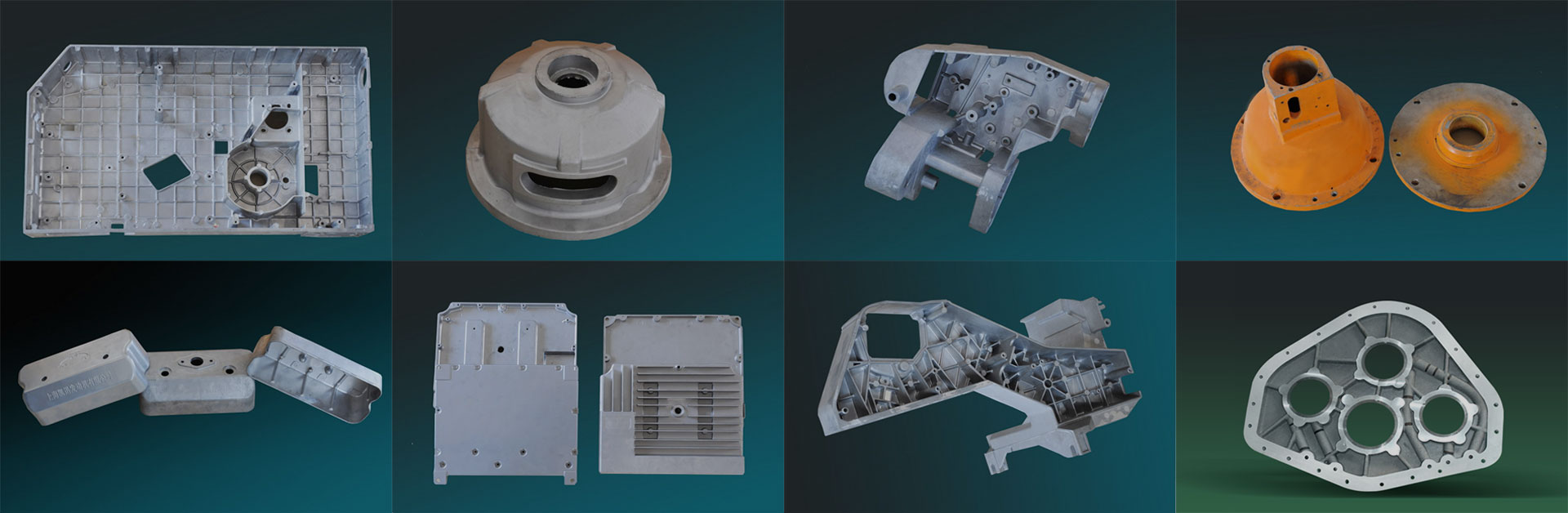
การหล่อแบบแรงดันต่ำเป็นเทคโนโลยีการหล่อแบบต้านแรงโน้มถ่วงที่เก่าแก่ที่สุด และมีการใช้ในอุตสาหกรรมการผลิตมาตั้งแต่ช่วงทศวรรษที่ 1940 การหล่อแบบแรงดันต่ำเป็นการหล่อแบบธรรมดา และชิ้นส่วนที่ไม่รับแรงกดสามารถใช้กระบวนการนี้ได้ ทุกวันนี้ การหล่อด้วยแรงดันต่ำส่วนใหญ่จะใช้ในการผลิตชิ้นส่วนโลหะผสมอะลูมิเนียมและแมกนีเซียม เช่น ล้อรถยนต์ในอุตสาหกรรมยานยนต์ บล็อกทรงกระบอก หัวถัง ลูกสูบ เปลือกขีปนาวุธ ใบพัด ล้อนำลม และการหล่ออื่นๆ ที่มีรูปร่างซับซ้อนและ ข้อกำหนดคุณภาพสูงในอุตสาหกรรมยานยนต์ เมื่อใช้การหล่อแรงดันต่ำในการผลิตเหล็กหล่อ เช่น ล้อเหล็กหล่อ ท่อไรเซอร์จะต้องทำจากวัสดุทนไฟพิเศษ การหล่อแบบแรงดันต่ำยังสามารถนำไปใช้กับการหล่อโลหะผสมทองแดงขนาดเล็กได้ เช่น อุปกรณ์ท่อ ก๊อกในห้องน้ำ ฯลฯ เทคโนโลยีนี้ได้รับการอุตสาหกรรมในต่างประเทศ

คุณสมบัติของหล่อแรงดันต่ำ
การหล่อด้วยแรงดันต่ำสามารถใช้ทราย โลหะ กราไฟท์ เป็นต้น กระบวนการบรรจุจะแตกต่างจากการหล่อด้วยแรงโน้มถ่วง เช่น การหล่อโลหะและการหล่อทราย และยังแตกต่างจากการหล่อด้วยแรงดันด้วยแรงดันสูงและการบรรจุด้วยความเร็วสูง มันมีข้อดีดังต่อไปนี้:
- - การเติมด้วยโลหะหลอมบริสุทธิ์ช่วยเพิ่มความบริสุทธิ์ของการหล่อ เนื่องจากตะกรันที่หลอมละลายโดยทั่วไปจะลอยอยู่บนพื้นผิวของโลหะหลอมเหลว การหล่อด้วยแรงดันต่ำจึงถูกเติมด้วยโลหะหลอมเหลวในส่วนล่างของเบ้าหลอมผ่านท่อไรเซอร์ ซึ่งจะช่วยหลีกเลี่ยงความเป็นไปได้ที่ตะกรันหลอมจะเข้าสู่โพรงแม่พิมพ์ได้อย่างสมบูรณ์ .
- - ไส้โลหะเหลวมีความเสถียร ลดหรือหลีกเลี่ยงการกระแทก การกระแทก และการกระเด็นของโลหะเหลวในระหว่างการเติม ซึ่งจะช่วยลดการเกิดตะกรันออกซิไดซ์
- - การหล่อมีรูปแบบที่ดี โลหะหลอมเหลวถูกเติมภายใต้แรงกดดัน ซึ่งสามารถปรับปรุงความลื่นไหลของโลหะหลอมเหลว ซึ่งเอื้อต่อการก่อตัวของการหล่อที่มีรูปทรงที่ชัดเจนและพื้นผิวเรียบ และเป็นประโยชน์มากกว่าสำหรับการก่อตัวของการหล่อผนังบางขนาดใหญ่
- - การหล่อจะตกผลึกและแข็งตัวภายใต้แรงกดดัน ซึ่งสามารถป้อนได้เต็มที่และโครงสร้างการหล่อมีความหนาแน่นสูง
- - ปรับปรุงผลผลิตของโลหะหลอมเหลว ภายใต้สถานการณ์ปกติ ไม่จำเป็นต้องใช้ไรเซอร์ และโลหะที่ไม่ควบแน่นในท่อไรเซอร์สามารถรีฟลักซ์ไปยังเบ้าหลอมเพื่อใช้งานซ้ำได้ ซึ่งช่วยเพิ่มผลผลิตของโลหะหลอมเหลวได้อย่างมาก โดยทั่วไปถึง 90%,
- - การผลิตและการใช้งานที่สะดวก สภาพการทำงานที่ดี ประสิทธิภาพการผลิตสูง ง่ายต่อการตระหนักถึงการใช้เครื่องจักรและระบบอัตโนมัติ
- - หล่อแรงดันต่ำยังมีข้อบกพร่อง อุปกรณ์และแม่พิมพ์ลงทุนค่อนข้างใหญ่ ในการผลิตการหล่อโลหะผสมอลูมิเนียม ท่อเบ้าหลอมและท่อยกจะสัมผัสกับโลหะหลอมเหลวเป็นเวลานาน ซึ่งไวต่อการกัดกร่อนและเศษเหล็ก ซึ่งจะทำให้โลหะหลอมเหลวเพิ่มเหล็กและทำให้ประสิทธิภาพการทำงานลดลง
สถานการณ์การผลิตประเภทต่างๆของการหล่อแรงดันต่ำ
Minghe ยึดมั่นในความต้องการของลูกค้าและมาตรฐานการบริการของบริษัทเสมอ ในการเชื่อมโยงใดๆ ของการออกแบบแม่พิมพ์ การประกอบแม่พิมพ์ การดีบักแม่พิมพ์ การผลิตการทดลองใช้แม่พิมพ์ กระบวนการหล่อ ฯลฯ มีวิศวกรเฉพาะที่คอยดูแลคุณทางโทรศัพท์

| ร้านหล่อแรงดันต่ำ 1 ▶ |

| ร้านหล่อแรงดันต่ำ 2 ▶ |

| ร้านหล่อแรงดันต่ำ 3 ▶ |

| ร้านหล่อแรงดันต่ำ 4▶ |

| ร้านหล่อแรงดันต่ำ 5▶ |

| เครื่องเจาะและต๊าปอเนกประสงค์▶ |

| ผลิตภัณฑ์โลหะผสมอลูมิเนียมดับ - แบ่งเบาบรรเทา ▶ |

| ดีเกทไฮดรอลิกด▶ |

| เตาหลอมโลหะ▶ |

| เครื่องเปลือกแกนอุปกรณ์เทแรงดันต่ำ▶ |

| เครื่องฉีดน้ำแรงดันต่ำ▶ |

| ตัวกระปุกเกียร์ผลิตภัณฑ์หล่อแรงดันต่ำ▶ |
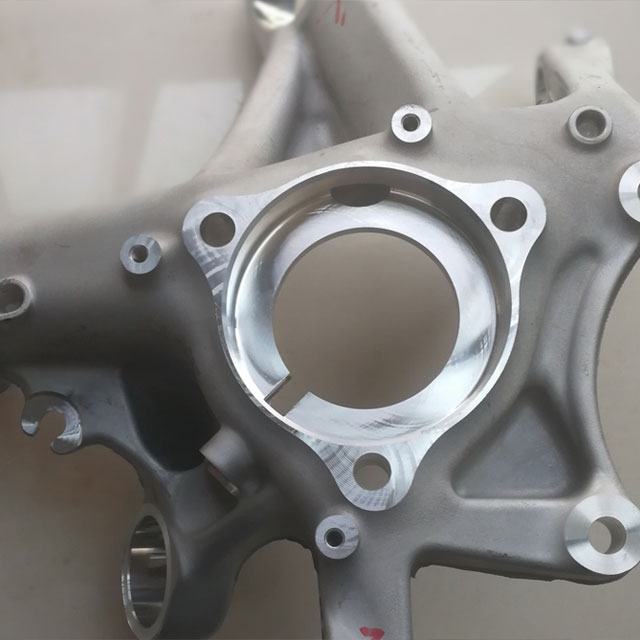
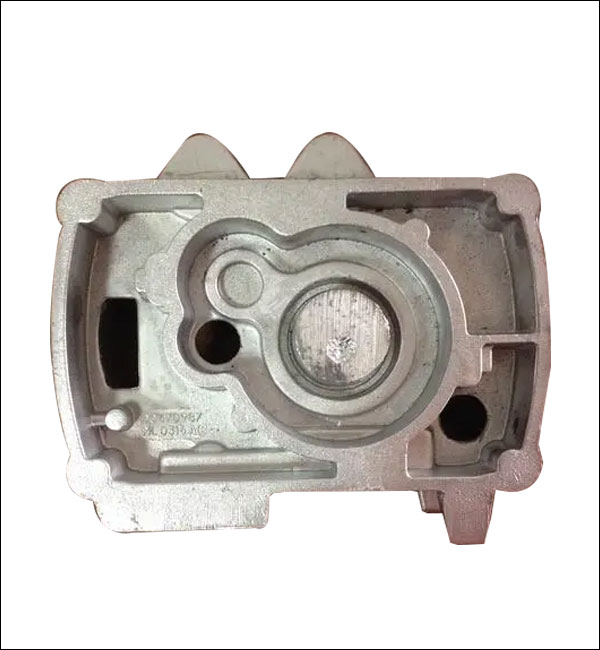
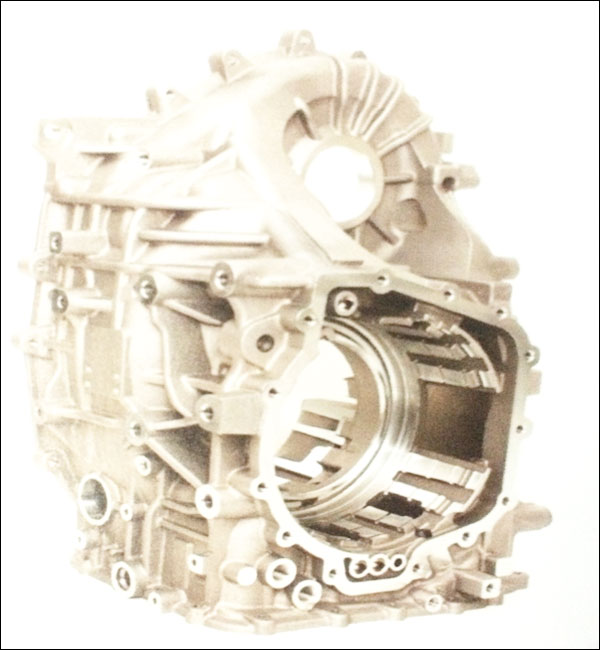
กรณีศึกษา Minghe ของการหล่อแรงดันต่ำ
บริการแปรรูป Minghe Casting มีทั้งการออกแบบเพื่อความเป็นจริงและปริมาณการผลิตต่ำถึงสูงของชิ้นส่วนหล่อ, ชิ้นส่วนหล่อทราย, ชิ้นส่วนหล่อเพื่อการลงทุน, ชิ้นส่วนหล่อโลหะ, ชิ้นส่วนหล่อโฟมที่สูญหายและอื่น ๆ










ไปดูกรณีศึกษาชิ้นส่วนหล่อเพิ่มเติม >>>
เลือกซัพพลายเออร์หล่อแรงดันต่ำที่ดีที่สุด
ปัจจุบัน ชิ้นส่วนหล่อแรงดันต่ำของเราส่งออกไปยังอเมริกา แคนาดา ออสเตรเลีย สหราชอาณาจักร เยอรมนี ฝรั่งเศส แอฟริกาใต้ และประเทศอื่น ๆ อีกมากมายทั่วโลก เราได้รับการรับรองมาตรฐาน ISO9001-2015 และได้รับการรับรองจาก SGS
บริการการหล่อแบบแรงดันต่ำแบบกำหนดเองของเราให้การหล่อที่ทนทานและราคาไม่แพงที่ตรงตามข้อกำหนดของคุณสำหรับยานยนต์ การแพทย์ การบินและอวกาศ อิเล็กทรอนิกส์ อาหาร การก่อสร้าง ความปลอดภัย การเดินเรือ และอุตสาหกรรมอื่น ๆ ส่งคำถามของคุณหรือส่งภาพวาดของคุณอย่างรวดเร็วเพื่อรับใบเสนอราคาฟรีในเวลาอันสั้น ติดต่อเราหรืออีเมล sales@hmminghe.com เพื่อดูว่าบุคลากร อุปกรณ์ และเครื่องมือของเราสามารถนำคุณภาพดีที่สุดในราคาที่ดีที่สุดสำหรับโครงการหล่อแรงดันต่ำของคุณได้อย่างไร
เราให้บริการแคสติ้งรวมถึง:
บริการหล่อ Minghe ที่ทำงานกับการหล่อทราย การหล่อโลหะ การหล่อการลงทุน การหล่อโฟม และอีกมากมาย
การหล่อทราย
การหล่อทราย เป็นกระบวนการหล่อแบบดั้งเดิมที่ใช้ทรายเป็นวัสดุหลักในการสร้างแม่พิมพ์ โดยทั่วไปแล้วการหล่อด้วยแรงโน้มถ่วงจะใช้สำหรับแม่พิมพ์ทราย และการหล่อด้วยแรงดันต่ำ การหล่อแบบแรงเหวี่ยง และกระบวนการอื่นๆ ก็สามารถใช้ได้เมื่อมีข้อกำหนดพิเศษ การหล่อทรายมีความหลากหลายของการปรับตัว ใช้ชิ้นเล็ก ชิ้นใหญ่ ชิ้นง่าย ชิ้นที่ซับซ้อน ชิ้นเดียว และปริมาณมาก
การหล่อแม่พิมพ์ถาวร
การหล่อแม่พิมพ์ถาวร มีอายุการใช้งานยาวนานและประสิทธิภาพการผลิตสูง ไม่เพียงแต่มีมิติที่ถูกต้องแม่นยำและพื้นผิวเรียบ แต่ยังมีความแข็งแรงสูงกว่าการหล่อทรายและมีโอกาสน้อยที่จะได้รับความเสียหายเมื่อเทโลหะหลอมเหลวเดียวกัน ดังนั้นในการผลิตจำนวนมากของการหล่อโลหะที่ไม่ใช่เหล็กขนาดกลางและขนาดเล็ก ตราบใดที่จุดหลอมเหลวของวัสดุหล่อไม่สูงเกินไป โดยทั่วไปต้องการการหล่อโลหะ

หล่อการลงทุน
ข้อได้เปรียบที่ใหญ่ที่สุดของ หล่อการลงทุน เนื่องจากการหล่อเพื่อการลงทุนมีความแม่นยำของขนาดและผิวสำเร็จสูง จึงสามารถลดงานตัดเฉือนได้ แต่ปล่อยให้ค่าเผื่อการตัดเฉือนเล็กน้อยสำหรับชิ้นส่วนที่มีความต้องการสูงกว่า จะเห็นได้ว่าการใช้วิธีการหล่อการลงทุนสามารถประหยัดอุปกรณ์เครื่องมือเครื่องจักรและชั่วโมงการทำงานได้มาก และช่วยประหยัดวัตถุดิบโลหะได้อย่างมาก
หล่อโฟมหาย
หล่อโฟมหาย คือการนำหุ่นขี้ผึ้งพาราฟินหรือโฟมที่มีลักษณะคล้ายขนาดและรูปร่างการหล่อมารวมกันเป็นกระจุกรุ่น หลังจากการแปรงและทำให้สารเคลือบทนไฟแห้ง พวกมันจะถูกฝังในทรายควอตซ์แห้งเพื่อสร้างแบบจำลองการสั่นสะเทือน และเทภายใต้แรงดันลบเพื่อทำให้แบบจำลองเป็นแก๊ส , โลหะเหลวใช้ตำแหน่งของแบบจำลองและก่อให้เกิดวิธีการหล่อแบบใหม่หลังจากการแข็งตัวและการหล่อเย็น

หล่อตาย
การหล่อแบบหล่อเป็นกระบวนการหล่อโลหะ ซึ่งมีลักษณะเฉพาะโดยใช้แรงดันสูงกับโลหะหลอมเหลวโดยใช้โพรงของแม่พิมพ์ แม่พิมพ์มักจะทำจากโลหะผสมที่มีความแข็งแรงสูง และกระบวนการนี้ค่อนข้างคล้ายกับการฉีดขึ้นรูป การหล่อแบบส่วนใหญ่ไม่มีธาตุเหล็ก เช่น สังกะสี ทองแดง อลูมิเนียม แมกนีเซียม ตะกั่ว ดีบุก และโลหะผสมตะกั่ว-ดีบุก และโลหะผสมของพวกมัน Minghe เป็นอันดับต้น ๆ ของจีน บริการหล่อตาย ตั้งแต่ 1995
การหล่อแบบแรงเหวี่ยง
การหล่อแบบแรงเหวี่ยง เป็นเทคนิคและวิธีการฉีดโลหะเหลวลงในแม่พิมพ์หมุนด้วยความเร็วสูง เพื่อให้โลหะเหลวเคลื่อนที่ด้วยแรงเหวี่ยงเพื่อเติมแม่พิมพ์และหล่อขึ้นรูป เนื่องจากการเคลื่อนที่แบบแรงเหวี่ยง โลหะเหลวสามารถเติมแม่พิมพ์ได้ดีในทิศทางแนวรัศมี และสร้างพื้นผิวอิสระของการหล่อ มันส่งผลต่อกระบวนการตกผลึกของโลหะ ซึ่งจะช่วยปรับปรุงคุณสมบัติทางกลและทางกายภาพของการหล่อ

การหล่อแรงดันต่ำ
การหล่อแรงดันต่ำ หมายความว่าโดยทั่วไปแล้ว แม่พิมพ์จะวางอยู่เหนือถ้วยใส่ตัวอย่างที่ปิดสนิท และอากาศอัดถูกป้อนเข้าไปในถ้วยใส่ตัวอย่างเพื่อให้เกิดแรงดันต่ำ (0.06 ~ 0.15MPa) บนพื้นผิวของโลหะหลอมเหลว เพื่อให้โลหะหลอมเหลวเพิ่มขึ้นจากท่อยกขึ้นเป็น เติมแม่พิมพ์และควบคุมวิธีการหล่อแบบแข็ง วิธีการหล่อนี้มีอัตราการป้อนที่ดีและโครงสร้างที่หนาแน่น การหล่อที่ซับซ้อนที่มีผนังบางขนาดใหญ่ง่ายต่อการหล่อ ไม่มีตัวยก และอัตราการคืนตัวของโลหะ 95% ไม่มีมลพิษ ง่ายต่อการตระหนักถึงระบบอัตโนมัติ